 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 9-2815-210-34-2-2
FRAME 22
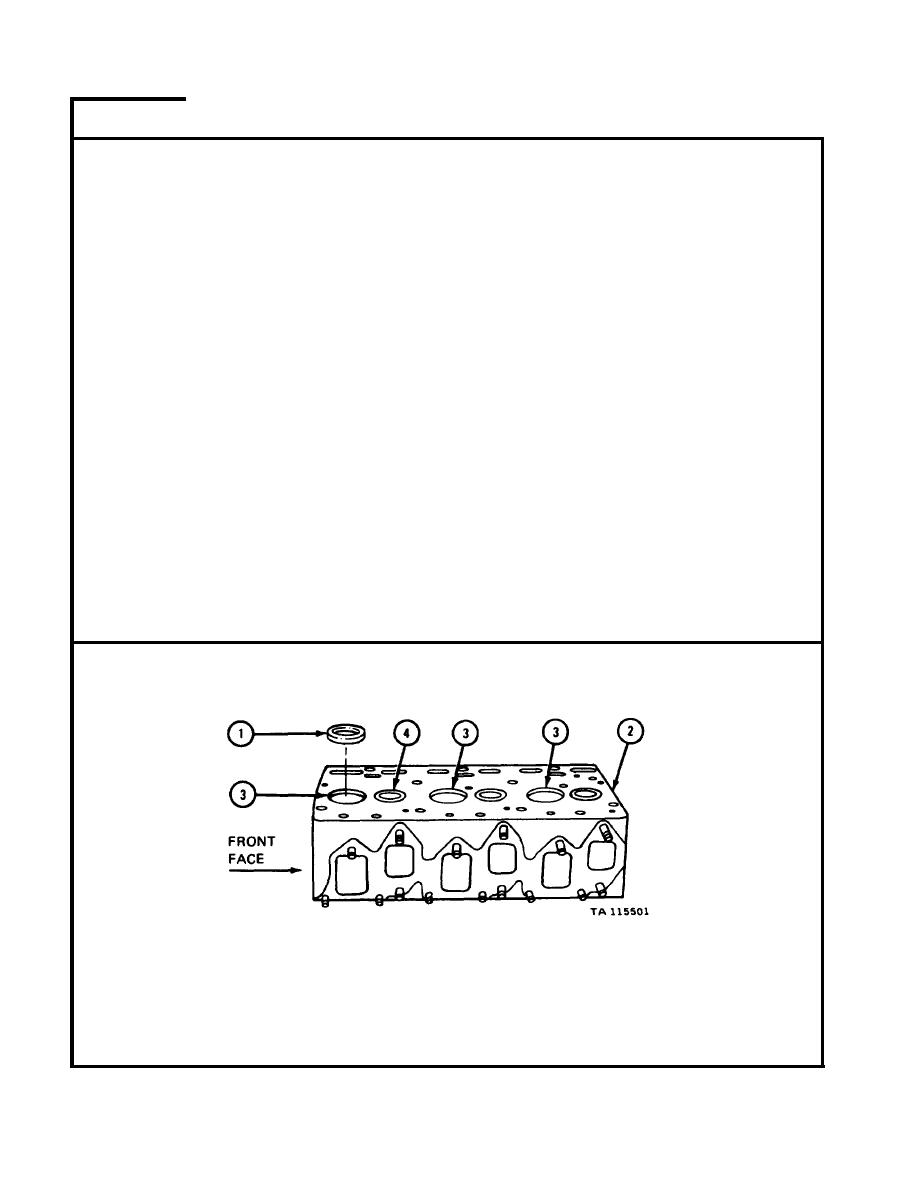
NOTE
Two sizes of intake valve seat inserts (1) are, used in
t h e s e c y l i n d e r h e a d s ( 2 ) . S t a n d a r d size intake valve
s e a t inserts go in standard size intake valve seat counter-
b o r e s ( 3 ) . For 0.0100-inch oversize intake valve seat
c o u n t e r b o r e s , use 0.0100-inch o v e r s i z e intake valve seat
inserts.
Put each i n t a k e valve seat insert (1) in d r y ice for four hours so it will shrink.
1.
NOTE
Intake valve seat insert (1) must be put in intake valve
s e a t counterbore (3) right after it is taken out of dry
i c e . If intake valve seat insert is left out of ice too long,
it will get bigger and will not fit.
U s i n g soft-faced hammer and valve seat replacing tool, put intake valve seat
2.
i n s e r t (1) into its intake valve seat counterbore (3) with beveled edge facing
o u t . Tag new intake valve seat inserts for lapping by machine shop.
NOTE
If no exhaust valve seat inserts (4) were taken out, do step 3.
S e n d cylinder head (2) to machine shop along with intake valves that seat
3.
a g a i n s t new intake valve seat inserts (1). Tell machine shop to lap new intake
v a l v e seats to valves that seat against them.
GO TO FRAME 23
4-234
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
