 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 9-2815-210-34-2-2
FRAME
10
NOTE
D o this frame only if cylinder head (2) was tagged for
r e s u r f a c i n g or if any intake valve seat (1) was tagged
t o be machined.
D o step 1 only if cylinder head (2) was tagged for
resurfacing.
If cylinder head was not tagged, do
s t e p s 2 through 5.
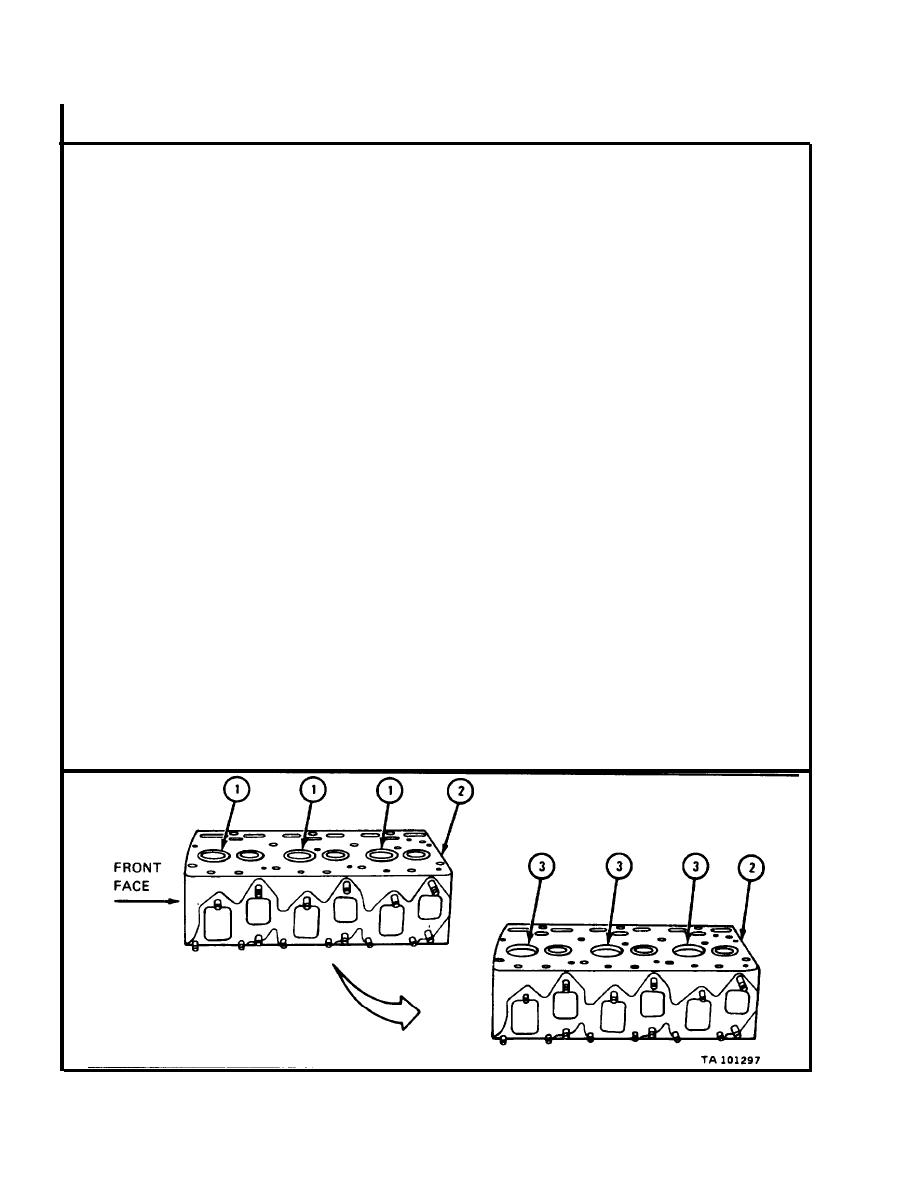
U s i n g engine valve seat knockout tool, take out all intake valve seats (1)
1.
n o t tagged to be machined. Tag each intake valve seat taken out "front
i n t a k e , " "center intake," or "rear intake," so it can be put back in the
s a m e place. Do not take out intake valve seats tagged to be machined.
NOTE
Two sizes of intake valve seat (1) are used in these
e n g i n e s . Cylinder head (2) can use a combination of
s t a n d a r d and 0.100-inch oversize intake valve seats.
M e a s u r e inside diameter of intake valve seat counterbore (3) for each intake
2.
v a l v e seat (1) taken out.
I f diameter of intake valve seat counterbore (3) is 2.0580 to 2.0595 inches,
3.
t h i s is standard size intake valve seat counterbore. If diameter is 2.0680 to
2 . 0 6 9 5 inches, this is 0.0100-inch oversize intake valve seat counterbore.
I f diameter is more than 2.0695 inches, get a new cylinder head (2).
I f inside diameter of intake valve seat counterbore is more than 2.0595 inches
4.
b u t less than 2.0680 inches, tag this intake valve seat counterbore to be
machined to 0.100-inch oversize by machine shop.
5.
C h e c k that intake valve seat counterbore (3) is not damaged. If 0.0100-inch
o v e r s i z e intake seat counterbore is damaged, get a new cylinder head (2).
I f a standard size intake valve seat counterbore is damaged, tag it to be
m a c h i n e d to 0.100-inch oversize by machine shop.
GO TO FRAME 11
4-220
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
