 |
|||
|
|
|||
|
Page Title:
WELDING PROCEDURE SPECIFICATION - WPS NO: 070 |
|
||
| ||||||||||
|
|
 TM 5-5420-279-23
WPS No. 0070
WILLIAMS FAIREY ENGINEERING LTD.
APPROVAL REPORT:
WELDING PROCEDURE SPECIFICATION - WPS NO: 070
W.P.A.R. No: 52
Approved by:
Sheet No: 1
Issue: 1
Date: 16-09-98
K.L. No: 10813
Primary Specifications:
Material Specification:
Material Dimensions.
BS EN 729
BS EN 10115S 355NL
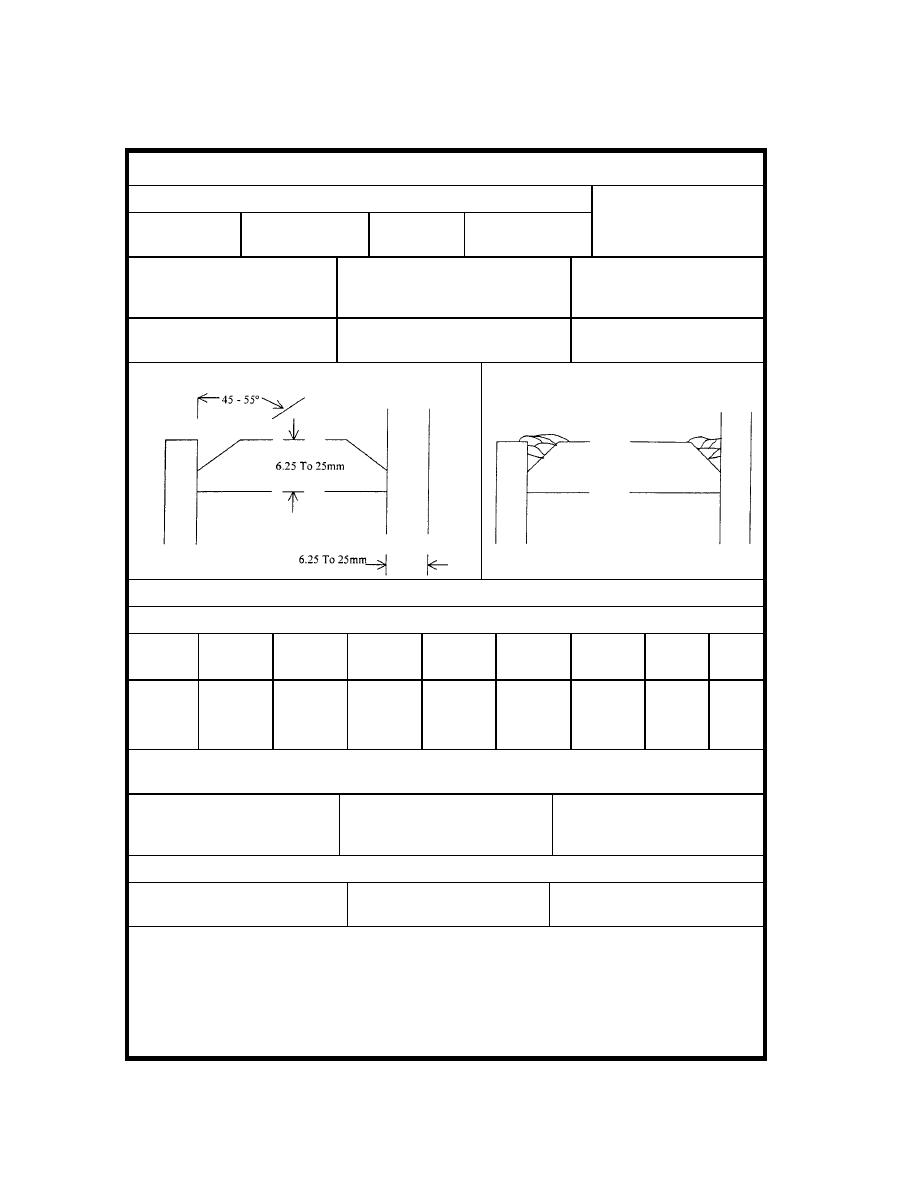
Thickness: 6.25 to 25mm
BS 7191 1989 355EM
Pipe Dia: N/A
Type Of Joint:
Welding Process:
Welding Position:
Single bevel butt weld
Flux cored M.A.G.
PA/PB
Run Sequence & Weld Dimensions:
Joint Preparation:
Preparation Method: Machining/Grinding. Remove paint and scale
Welding Details:
Wire feed
Travel
Heat
Size of
Type of
Run No.
Process
Current A
Voltage
Speed
Speed
Input
filler metal
Current
M/Min
mm/Min
J/mm
1
Flux cored
1.2mm
270 - 300
27 - 33
DC + VE
9.5 - 12.0
M.A.G
Additional
Flux cored
1.2mm
270 - 290
28 - 33
DC + VE
9.5 - 11.5
runs
M.A.G
Filler Metal Classification & Trade Name: AWA A5. 29. 80. E80T5 - G.
OERLIKON FLUXOFIL 40
Gas Type Shielding:
Gas flow Shielding:
Tungsten Electrode Type:
Specshield 20%
30 - 40 cu/ft/hr
N/A
Backing: N/A
Backing: N/A
Size: mm N/A
Details of Back Cutting / Backing: N/A
Preheat Temperature:
Interpass temperature:
Transfer Mode: Spray
Min +5C
Max 150C
Other Information:
Ensure that the joint is free from surface contamination.
All unsound tack welds must be removed or dressed.
For a combined joint thickness of 36mm to 75mm, and plate thickness of 20mm to 75mm a
70C preheat must be used for tack welding and welding.
For plate and combined joint thickness over 75mm a 100C preheat is to be used for tack
welding and welding
Appendix K Page 77
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
