 |
|||
|
|
|||
|
Page Title:
WELDING PROCEDURE SPECIFICATION - WPS NO: 012 |
|
||
| ||||||||||
|
|
 TM 5-5420-279-23
WPS No. 0012
WILLIAMS FAIREY ENGINEERING LTD.
APPROVAL REPORT:
WELDING PROCEDURE SPECIFICATION - WPS NO: 012
W.P.A.R. No: 26
Approved by:
Sheet No: 1
Issue: 2
Date: 20-06-97
K.L. No: 10510
Primary Specifications:
Material Specification:
Material Dimensions.
BS EN 729
DGFVE 232B
Thickness: 5 to 7mm
Pipe Dia: All
Type Of Joint:
Welding Process:
Welding Position:
Fillet weld
Manual M.I.G.
PA/PB/PF
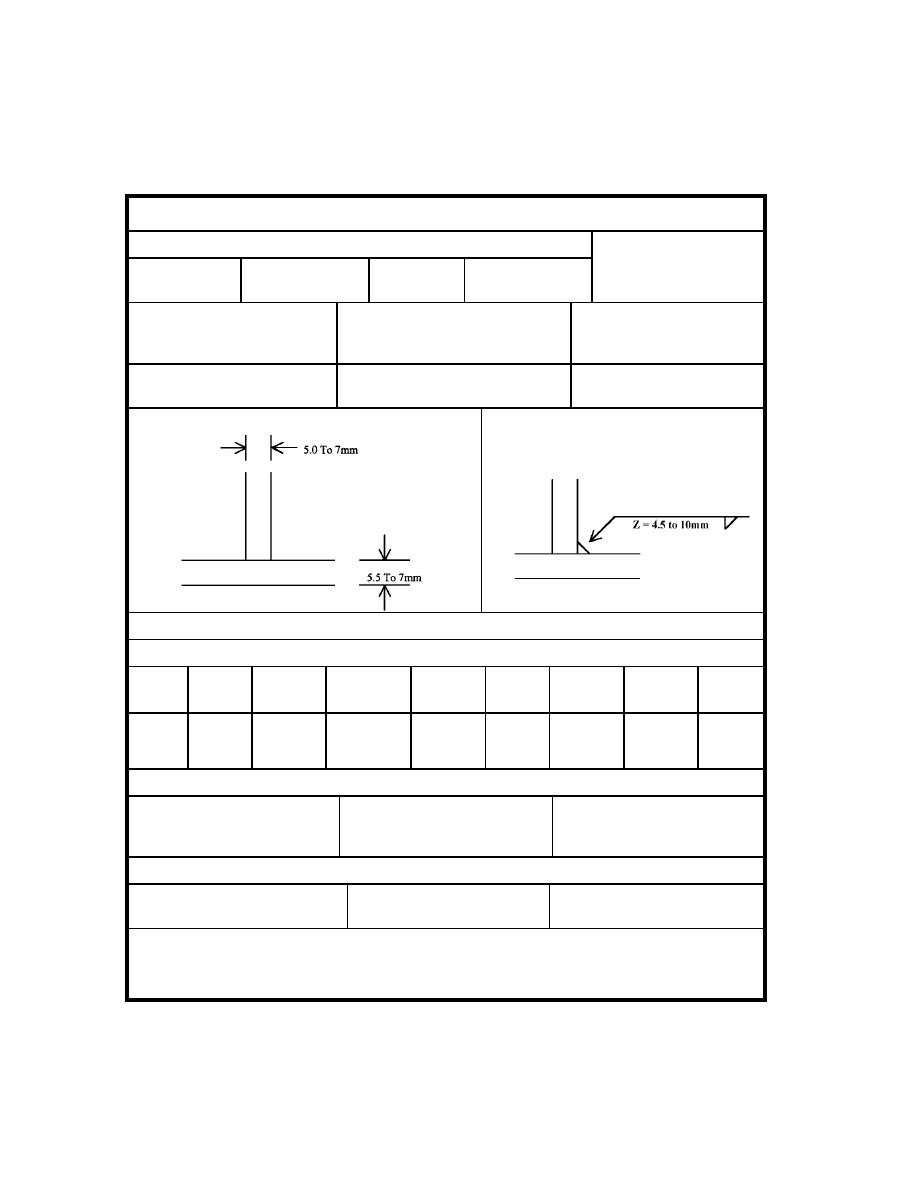
Run Sequence & Weld Dimensions:
Joint Preparation:
Preparation Method: Weld areas to be degreased and wire brushed before assembly
Welding Details:
Wire feed
Travel
Heat
Size of
Type of
Run No.
Process
Current A
Voltage
Speed
Speed
Input
filler metal
Current
M/Min
mm/Min
J/mm
1.
M.I.G.
1.6
230 - 270
22 - 28
DC + VE
7.5 TO 10
Filler Metal Classification & Trade Name: BS 2901 PT 4 TYPE 5556A
Gas Type Shielding: Argon
Gas flow Shielding:
Tungsten Electrode Type:
Backing: N/A
45/55 cu/ft/hr
N/A
Backing:
Size: mm
Details of Back Cutting / Backing: N/A
Preheat Temperature:
Interpass temperature:
Transfer Mode: Spray
Min +5C
50C
Other Information: Use crater filling settings on PAC 8 as required.
Dress or remove all unsound tack welds.
Appendix K Page 68
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
