 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 5-5420-279-23
3
IN-PROCESS INSPECTION
a.
General
Minimum required in-process inspections are identified throughout this repair section. Additional
inspections may be established by the contractor/depot as necessary. These inspections fall into
one of three groups as follows:
(1)
Quality of welds.
(2)
Specified component dimensions after welding.
(3)
Specified component dimensions after machining.
(4)
The component dimensions will be checked using standard measuring equipment to
drawing requirements.
b.
Inspection of Welds
Before commencement of welding the joint must be inspected to confirm correct form and
dimensions of weld preparation and to ensure it has been cleaned satisfactorily by degreasing
and wire brushing.
The following items should be checked after the completion of all welding and again after any
repair welding:
(1)
Cleaning and dressing: When dressing of the weld face is required, ensure that
overheating of the joint due to the dressing action, dressing marks and an uneven finish
are avoided. In the case of fillet welds and butt welds that are to be dressed flush, ensure
that the joint merges smoothly with the parent metal without under-flushing.
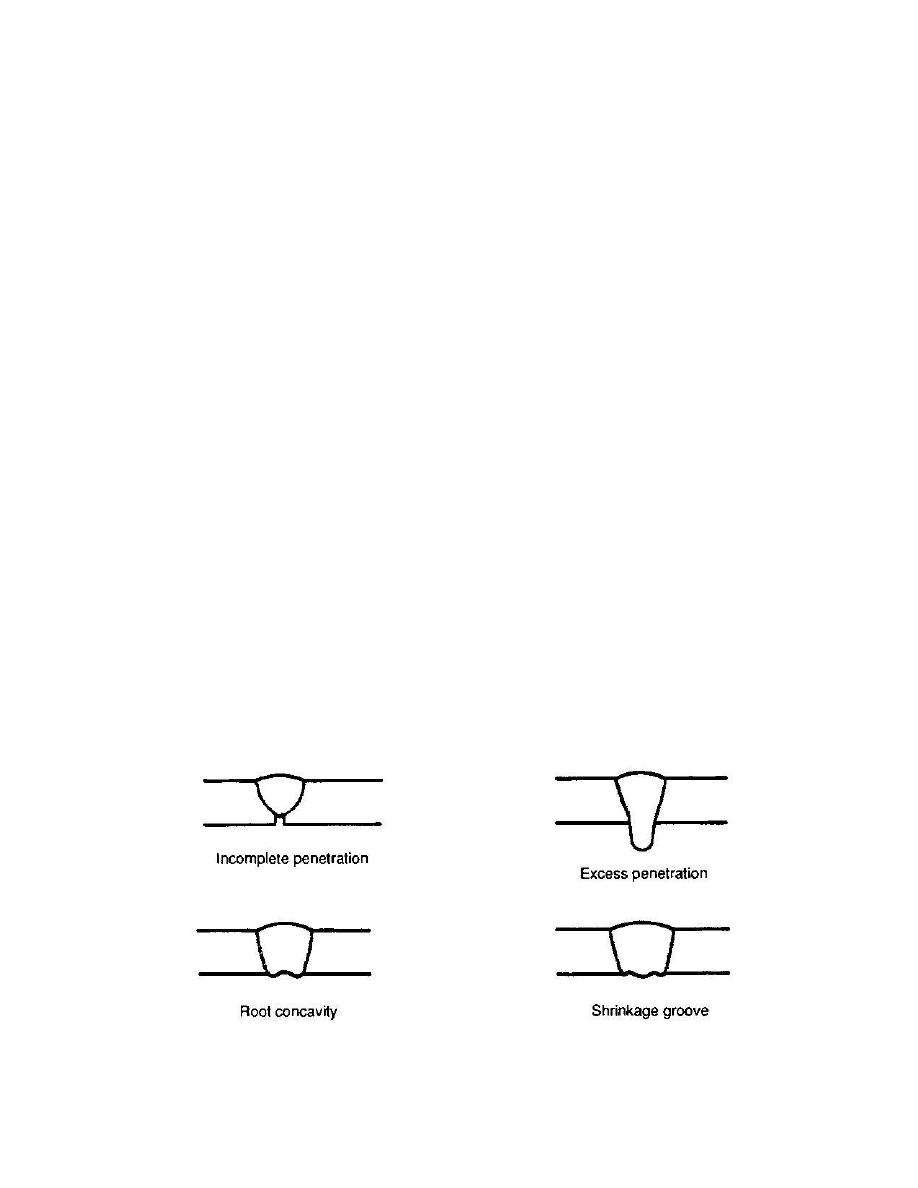
(2)
Penetration and root examination (fig. 3-1): In the case of butt welds made from one
side only, check that over the whole of the joint the penetration and any root concavity, or
shrinkage grooves are within the limits specified in the acceptance criteria, using
appropriate measuring devices and optical or other aids if necessary from the access point
of view.
Figure 3-1 Root defects
Appendix K Page 11
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
